
Key Takeaways
-
Fluidization transforms solid particles into a fluid-like state, improving mixing efficiency.
-
It offers benefits such as enhanced heat and mass transfer, uniform particle distribution, and energy efficiency.
-
Applications span across industries, including chemical processing, pharmaceuticals, and energy production.
-
Challenges such as particle agglomeration can be mitigated through techniques such as pulsed flow and mechanical agitation.
Understanding Fluidization in Industrial Mixing
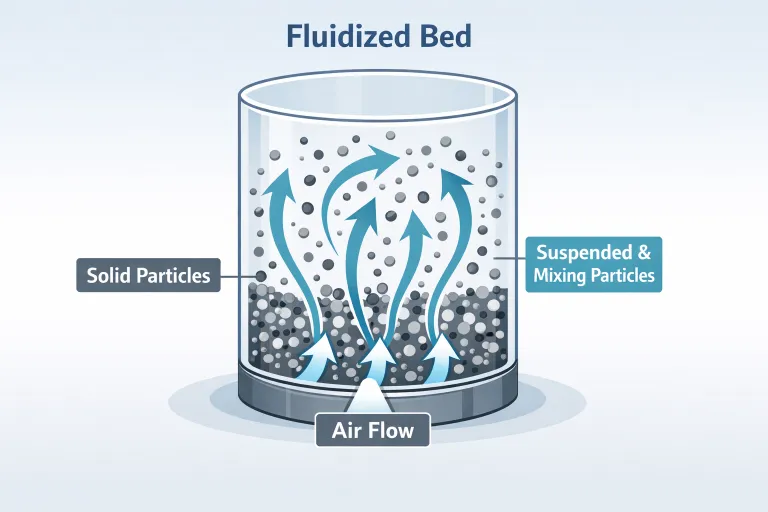
Fluidization involves suspending solid particles within a stream of fluid, such as a gas or liquid, so that the mixture exhibits the characteristics of a fluid. This transformation is achieved by passing the fluid upward through a bed of solid particles, which lifts and allows the individual particles to move freely. The result is a system in which the solids behave much like a liquid, enabling more effective contact, mixing, and energy transfer between phases. The fluidizer mixer is a key piece of equipment used to achieve this effect in many industries, helping create uniform and efficient processing conditions.
This fluid-like state is highly advantageous in industrial settings because it enhances mixing uniformity and the efficiency of heat and mass transfer processes. Compared with conventional mechanical mixing, fluidization significantly reduces energy requirements while improving process performance. Industries that depend on the blending of granular or powdered materials find that fluidization not only increases throughput but also improves overall product consistency and quality.
By providing more effective dispersion and blending, fluidized systems can overcome common challenges with traditional static or rotary mixers. As the need for higher capacity and better process control grows across manufacturing environments, fluidization is becoming an increasingly popular solution in sectors such as pharmaceuticals, chemical production, food processing, and energy. The science behind fluidization is supported by both academic research and decades of practical industrial use, proving its reliability and effectiveness for modern manufacturing demands.
In addition to clear process benefits, fluidized beds enable handling a wide range of particle sizes and properties. This flexibility enables manufacturers to design systems tailored to the requirements of their materials and production goals. Recent reports from reputable engineering and technology sources, such as ScienceDirect, demonstrate how fluidization is being applied to both conventional and novel processes to maximize output and product quality.
Benefits of Fluidization in Mixing Processes
Fluidization delivers tangible process improvements, establishing its value in powder and particle technology. The unique movement and distribution of particles within a fluidized bed result in several advantages:
-
Enhanced Heat and Mass Transfer: The increased contact area and frequent particle motion promote rapid, uniform heat and mass transfer. This is especially important in thermal treatment and chemical reaction applications, where efficiency directly impacts cost and yield.
-
Uniform Particle Distribution: Because particles are constantly suspended and circulated by the upward flow of fluid, they remain evenly distributed throughout the process cycle. This uniformity leads to consistent batch quality, which is critical in industries with stringent product standards.
-
Energy Efficiency: Fluidized systems often require less energy input than mechanical mixing, as the upward fluid flow provides most of the mixing force. In many cases, this efficiency translates into lower operating expenditures and a smaller environmental footprint.
Fluidization also simplifies scale-up tasks and allows better process control than many conventional mixing approaches. Manufacturers can more readily adjust operating parameters such as fluid velocity, temperature, and particle loading to achieve optimal results. Advancements in computational modeling and pilot-scale experimentation have further expanded the use of fluidized reactors and dryers across a wide range of applications.
Applications Across Various Industries
Versatility is one of fluidization’s greatest strengths, enabling its use in multiple sectors where efficient mixing, drying, or reaction is required:
-
Chemical Processing: Fluidized beds are widely used to increase reaction rates, improve reaction yields, and ensure even treatment of all reactants. Processes such as catalytic cracking and polymerization rely on the thorough mixing and enhanced heat transfer that fluidized systems deliver.
-
Pharmaceuticals: The production of healthcare products often involves precise granulation and powder drying. Fluidized bed dryers provide gentle, uniform moisture removal and effective particle coating, leading to consistent dosage form and active ingredient distribution.
-
Energy Production: Fluidized solid fuels in combustion or gasification reactors allow for more complete and cleaner energy generation. These systems maximize fuel efficiency and reduce pollutant emissions by ensuring continuous and even combustion or reaction.
Addressing Challenges in Fluidized Mixing
Although fluidized beds offer numerous benefits, certain operational challenges can arise. One such challenge is particle agglomeration, in which particles cluster and disrupt uniform mixing. Agglomeration not only hampers the fluidization process but can also lead to poor product quality or process instability. Addressing this issue often requires precise control over particle and fluid properties, as well as the development of innovative equipment.
Researchers and engineers have developed several effective solutions to minimize particle cohesion problems. Pulsed flow techniques, for instance, introduce intermittent bursts of fluid, reducing the time that cohesive particles have to form agglomerates. According to findings from the American Chemical Society, pulsed flow significantly extends the stable fluidization range and ensures more reliable mixing outcomes. Another approach is to integrate mechanical agitators or stirrers into the fluidized bed, which can physically break up clusters and improve dispersion.
Innovations in Fluidization Techniques
The evolution of fluidization technology has led to the adoption of innovative hardware and operational strategies that further enhance mixing efficiency. One notable innovation is the use of horizontal-axis rotary agitators within gas-solid fluidized bed systems. Computer simulations and experimental studies have shown that these devices excel at reducing agglomeration and promoting homogeneity by repeatedly redistributing particles through rotary motion. Such advances are enabling industries to process even difficult-to-fluidize powders with greater efficiency and fewer operational headaches.
Other ongoing research efforts focus on optimizing fluid flow parameters, bed geometry, and control systems to achieve more consistent and predictable mixing outcomes. These efforts are supported by data-driven approaches and the growing use of digital twins to simulate and perfect fluidized bed performance before full-scale implementation. These developments are not only making fluidization more accessible but also increasing its reliability for mission-critical manufacturing tasks.
Future Prospects of Fluidization in Industry
The future of fluidization in industrial mixing is bright, driven by ongoing efforts to improve process efficiency, flexibility, and sustainability. As environmental regulations tighten and resource costs increase, fluidization will continue to play a vital role in helping manufacturers meet production goals while reducing waste and emissions. Advances in automation and smart control systems are also making it easier to achieve optimal fluidization conditions in real time, even as process complexity increases.
Emerging trends, such as Industry 4.0 integration and tailored material processing, are likely to drive broader adoption and customization of fluidized systems. These capabilities will be particularly valuable in sectors like pharmaceuticals and specialty chemicals, where precision and adaptability are paramount.
Conclusion
Fluidization represents a powerful and adaptable technology for industrial mixing, offering superior efficiency, product uniformity, and operational flexibility compared to traditional methods. Through continuous innovation and research, challenges such as particle agglomeration are being addressed, unlocking the full potential of fluidizer mixers and related technologies. For manufacturers seeking to optimize mixing, drying, or reaction processes, fluidization remains a cornerstone capability that delivers measurable performance and quality gains across a wide range of industries.